
把手封条注射模
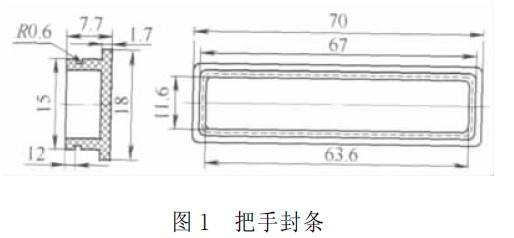
1.塑件工艺分析
如图1 所示把手封条零件。塑件结构比较简单,要求外观光滑、无飞边、无熔接痕。长宽高分别为70mm、18mm、7.7mm,壁厚是1.7mm,塑件上有四条槽,四条槽的半径都是0.6mm,制品的凹槽不能直接脱模。
2.模具结构及工作过程
把手封条注射模结构如图2 所示。根据塑件尺寸、模具型腔排气、生产批量及经济性等具体情况,采用一模两腔注射成形。图2 为模具闭合状态,塑料熔体通过喷嘴充满型腔,经过保压后开模,打开模具,主流道内凝料被拉出,同时在弹簧的作用下,型腔板与型芯固定板分离,将制品从型芯上推出,由于型腔板嵌在凹槽内,型腔板与塑件一道移动,当动模运动到适当的距离后,推出机构中的推杆推动塑件从型腔板中强行滑出。塑件被推出后模具状态如图3所示。
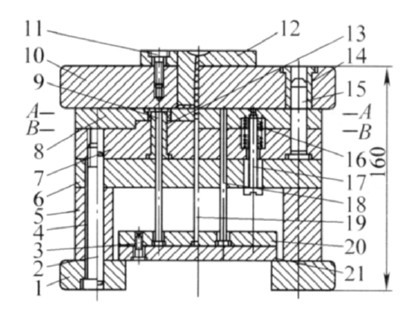
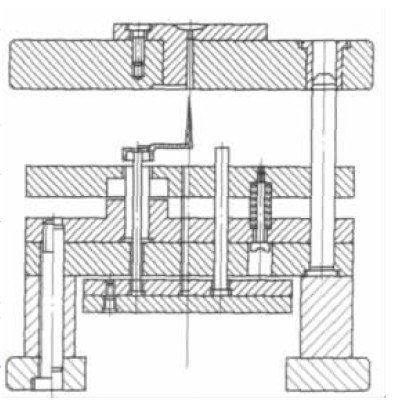
图2 把手注射模结构图 图3 塑件被推出后模具状态
3. 模具设计制造要点
(1)由于把手封条塑件比较简单,只是四周有凹槽,不容易脱模,为了便于脱模,把型芯和成型杆(顶杆)分开制作,然后将成型杆嵌入型芯中,使之成为型芯的一部分,以便于和限位杆配合,如图4所示。
(2)模具采用了弹簧式二级推出机构。在弹簧力的作用下实现第一次推出,然后由推杆来实现第二次推出。
(3)采用了强制脱模,避免了模具带有侧向抽芯机构,模具结构简单。
 图4 顶杆与型芯的配合
图4 顶杆与型芯的配合
4.结语
本模具经生产验证,脱模机构合理,运动可靠,模具运行稳定,塑件精度符合技术要求。
-

- HL.11310 可折摇手柄
- 材质:尼龙
-

- HL.A002 固定调节支撑脚
- 材质:
-

- HL.51201门锁
- 材质:
-

- HL.41116 铰链
- 材质:锌合金


")


上一篇:塑料拖链的应用 下一篇:高压锅不松动手把的研究与设计